

2025-10-30 11:58:00
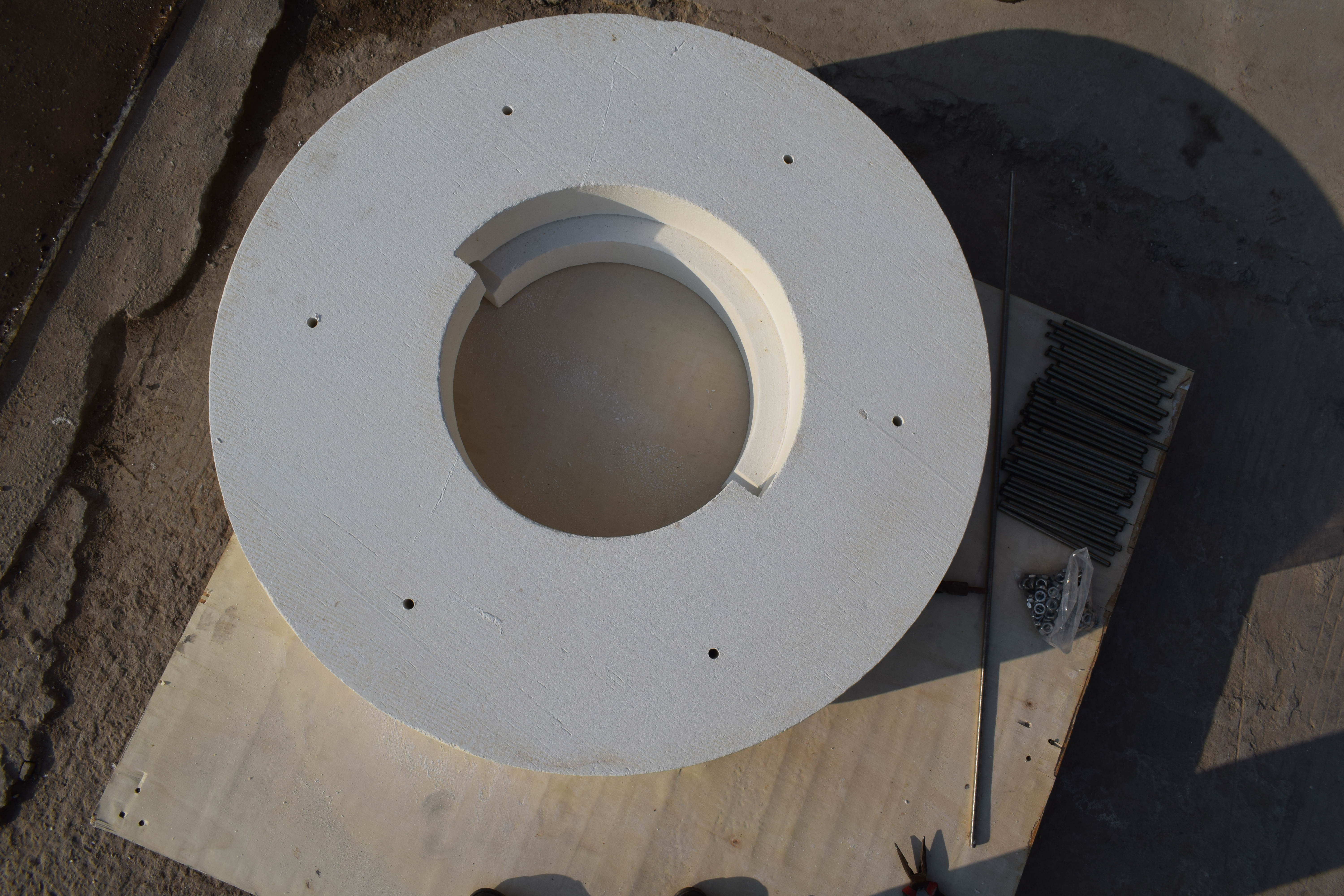
作為窯爐、鍋爐、航空航天等高溫設(shè)備的核心部件,陶瓷纖維異形件因形狀特殊、適配性強,能解決傳統(tǒng)直型件無法覆蓋的防護難題。但異形件的成型工藝復(fù)雜,不同形狀、批量、性能要求的產(chǎn)品,需匹配不同的成型方法,本文為大家介紹了詳細的成型方法,一起來看一下吧!
1.手工成型法
手工成型是陶瓷纖維異形件傳統(tǒng)的工藝,憑借 “靈活適配、無需復(fù)雜設(shè)備” 的優(yōu)勢,至今仍是小批量、復(fù)雜形狀產(chǎn)品的重要選擇,尤其適合定制化需求強的場景。手工成型的優(yōu)勢是 “靈活度高”,能精準還原復(fù)雜細節(jié),例如帶多個不規(guī)則孔洞的陶瓷纖維墊片、與設(shè)備內(nèi)壁完全貼合的弧形襯里,都可通過手工調(diào)整實現(xiàn)。
2.模壓成型法
模壓成型的核心是‘模具 + 壓力’,先根據(jù)產(chǎn)品形狀制作專用模具(通常為金屬材質(zhì)),再將陶瓷纖維原料壓制成型,確保每件產(chǎn)品尺寸、密度一致,適合形狀相對規(guī)則、對尺寸精度要求高的異形件。
3.真空吸濾成型法
對于帶有復(fù)雜孔洞、薄壁結(jié)構(gòu)的異形件(如多孔過濾板、薄壁弧形襯里),傳統(tǒng)手工或模壓成型易出現(xiàn)孔洞堵塞、薄壁變形等問題,而真空吸濾成型憑借 “負壓吸濾 + 均勻受力” 的特性,成為這類精細異形件的理想選擇。真空吸濾成型的優(yōu)勢是成型精度高,能精準復(fù)刻模具上的復(fù)雜孔洞和薄壁結(jié)構(gòu),且坯體密度均勻(無局部疏松),避免了手工成型時孔洞堵塞、模壓成型時薄壁受壓變形的問題。
4.噴射成型法
對于尺寸超過 1m、形狀不規(guī)則的大型陶瓷纖維異形件(如大型窯爐的弧形頂襯、鍋爐的整體隔熱罩),傳統(tǒng)工藝因模具制作困難、搬運不便,難以高效生產(chǎn),而噴射成型憑借 “無模噴射 + 現(xiàn)場成型” 的優(yōu)勢,成為大型異形件的核心成型工藝。噴射成型的優(yōu)勢在于無需大型模具,可直接在設(shè)備內(nèi)壁現(xiàn)場成型,減少了大型坯體的搬運損耗;且生產(chǎn)效率高,能快速完成大型異形件的制作。
5.等靜壓成型法
在航空航天、軍工等對異形件強度、密度要求極高的領(lǐng)域,普通成型工藝難以滿足性能需求,而等靜壓成型憑借 “全方位均勻加壓” 的特性,能生產(chǎn)出高密度、高強度的高端異形件。其優(yōu)勢是產(chǎn)品性能優(yōu)異,成品密度可達 250-300kg/m?(比模壓成型高 20%-30%),抗拉強度≥1.5MPa,且在 1200℃高溫下的收縮率≤1%,能承受極端高溫和壓力環(huán)境。
從手工塑形到自動化成型,從簡單異形到復(fù)雜精密件,陶瓷纖維異形件的成型工藝始終圍繞 “適配高溫場景” 不斷創(chuàng)新。選擇合適的成型方法,不僅能保障產(chǎn)品性能,還能降低生產(chǎn)成本,讓異形件更好地發(fā)揮高溫防護作用,為各行業(yè)的高溫設(shè)備安全運行保駕護航。
1.手工成型法
手工成型是陶瓷纖維異形件傳統(tǒng)的工藝,憑借 “靈活適配、無需復(fù)雜設(shè)備” 的優(yōu)勢,至今仍是小批量、復(fù)雜形狀產(chǎn)品的重要選擇,尤其適合定制化需求強的場景。手工成型的優(yōu)勢是 “靈活度高”,能精準還原復(fù)雜細節(jié),例如帶多個不規(guī)則孔洞的陶瓷纖維墊片、與設(shè)備內(nèi)壁完全貼合的弧形襯里,都可通過手工調(diào)整實現(xiàn)。
2.模壓成型法
模壓成型的核心是‘模具 + 壓力’,先根據(jù)產(chǎn)品形狀制作專用模具(通常為金屬材質(zhì)),再將陶瓷纖維原料壓制成型,確保每件產(chǎn)品尺寸、密度一致,適合形狀相對規(guī)則、對尺寸精度要求高的異形件。
3.真空吸濾成型法
對于帶有復(fù)雜孔洞、薄壁結(jié)構(gòu)的異形件(如多孔過濾板、薄壁弧形襯里),傳統(tǒng)手工或模壓成型易出現(xiàn)孔洞堵塞、薄壁變形等問題,而真空吸濾成型憑借 “負壓吸濾 + 均勻受力” 的特性,成為這類精細異形件的理想選擇。真空吸濾成型的優(yōu)勢是成型精度高,能精準復(fù)刻模具上的復(fù)雜孔洞和薄壁結(jié)構(gòu),且坯體密度均勻(無局部疏松),避免了手工成型時孔洞堵塞、模壓成型時薄壁受壓變形的問題。
4.噴射成型法
對于尺寸超過 1m、形狀不規(guī)則的大型陶瓷纖維異形件(如大型窯爐的弧形頂襯、鍋爐的整體隔熱罩),傳統(tǒng)工藝因模具制作困難、搬運不便,難以高效生產(chǎn),而噴射成型憑借 “無模噴射 + 現(xiàn)場成型” 的優(yōu)勢,成為大型異形件的核心成型工藝。噴射成型的優(yōu)勢在于無需大型模具,可直接在設(shè)備內(nèi)壁現(xiàn)場成型,減少了大型坯體的搬運損耗;且生產(chǎn)效率高,能快速完成大型異形件的制作。
5.等靜壓成型法
在航空航天、軍工等對異形件強度、密度要求極高的領(lǐng)域,普通成型工藝難以滿足性能需求,而等靜壓成型憑借 “全方位均勻加壓” 的特性,能生產(chǎn)出高密度、高強度的高端異形件。其優(yōu)勢是產(chǎn)品性能優(yōu)異,成品密度可達 250-300kg/m?(比模壓成型高 20%-30%),抗拉強度≥1.5MPa,且在 1200℃高溫下的收縮率≤1%,能承受極端高溫和壓力環(huán)境。
從手工塑形到自動化成型,從簡單異形到復(fù)雜精密件,陶瓷纖維異形件的成型工藝始終圍繞 “適配高溫場景” 不斷創(chuàng)新。選擇合適的成型方法,不僅能保障產(chǎn)品性能,還能降低生產(chǎn)成本,讓異形件更好地發(fā)揮高溫防護作用,為各行業(yè)的高溫設(shè)備安全運行保駕護航。
淄博利奧新材料有限公司 http://www.yysfjd.com 歡迎您的訪問!
了解更多信息,請百度一下:利奧陶瓷纖維異形件,利奧陶瓷纖維擋火板
上一篇:陶瓷纖維擋火板漏火的原因
下一篇:如何避免陶瓷纖維擋火板皸裂




-
淄博利奧新材料有限公司
手 機:13853311251
手 機:18615156182
電 話:0533-5559878
傳 真:0533-5559878
聯(lián)系人:孫經(jīng)理
郵 編:255192
地 址:山東省淄博市淄川區(qū)昆侖鎮(zhèn)劉瓦村
-
淄博利奧新材料有限公司 版權(quán)所有魯ICP備17001431號-2 技術(shù)支持:淄博歐凱